 |
|
|
|
|
 |
| 技术文章 Article |
您的位置:首页>技术文章>阀门的七点要素,阀门启闭力和启闭力矩 |
 |
| 阀门的七点要素,阀门启闭力和启闭力矩 |
| 点击次数:2922 来源网站:http://www.wtfm.cc 发布时间:2012-01-23 |
由上海沃托阀门有限公司技术提供
阀门的强度性能:
阀门的强度性能是指阀门承受介质压力的能力。阀门是承受内压的机械产品,因而必须具有足够的强度和刚度,以保证长期使用而不发生破裂或产生变形。
密封性能 :
阀门的密封性能是指阀门各密封部位阻止介质泄漏的能力,它是阀门最重要的技术性能指标。阀门的密封部位有三处:启闭件与阀座两密封面间的接触处;填料与阀杆和填料函的配和处;阀体与阀盖的连接处。其中前一处的泄漏叫做内漏,也就是通常所说的关不严,它将影响阀门截断介质的能力。对于截断阀类来说,内漏是不允许的。后两处的泄漏叫做外漏,即介质从阀内泄漏到阀外。外漏会造成物料损失,污染环境,严重时还会造成事故。对于易燃易爆、有毒或有放射的介质,外漏更是不能允许的,因而阀门必须具有可靠的密封性能。
流动介质 :
介质流过阀门后会产生压力损失(既阀门前后的压力差),也就是阀门对介质的流动有一定的阻力,介质为克服阀门的阻力就要消耗一定的能量。从节约能源上考虑,设计和制造阀门时,要尽可能降低阀门对流动介质的阻力。
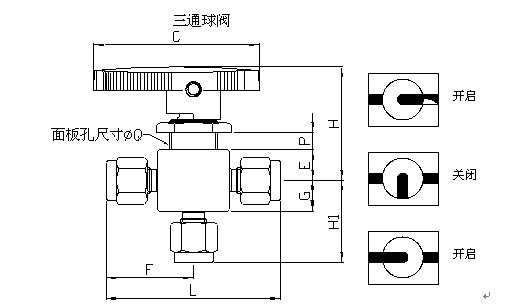
启闭力和启闭力矩 :
启闭力和启闭力矩是指阀门开启或关闭所必须施加的作用力或力矩。关闭阀门时,需要使启闭件与发座两密封面间形成一定的密封比压,同时还要克服阀杆与填料之间、阀杆与螺母的螺纹之间、阀杆端部支承处及其他磨擦部位的摩擦力,因而必须施加一定的关闭力和关闭力矩,阀门在启闭过程中,所需要的启闭力和启闭力矩是变化的,其最大值是在关闭的最终瞬时或开启的最初瞬时。设计和制造阀门时应力求降低其关闭力和关闭力矩。
启闭速度:
启闭速度是用阀门完成一次开启或关闭动作所需的时间来表示。一般对阀门的启闭速度无严格要求,但有些工况对启闭速度有特殊要求,如有的要求迅速开启或关闭,以防发生事故,有的要求缓慢关闭,以防产生水击等,这在选用阀门类型时应加以考虑。
动作灵敏度和可靠性:
这是指阀门对于介质参数变化,做出相应反应的敏感程度。对于节流阀、减压阀、调节阀等用来调节介质参数的阀门以及安全阀、疏水阀等具有特定功能的阀门来说,其功能灵敏度与可靠性是十分重要的技术性能指标。
使用寿命 :
它表示阀门的耐用程度,是阀门的重要性能指标,并具有很大的经济意义。通常以能保证密封要求的启闭次数来表示,也可以用使用时间来表示。
清洗步骤
阀门的零部件在组装前必须经过以下过程处理:
1、根据加工要求,部分零部件需要做抛光处理,表面不能有加工毛刺等;
2、所有零部件进行脱脂处理;
3、脱脂完成后进行酸洗钝化,清洗剂不含磷;
4、酸洗纯化后用纯净水冲洗干净,不能有药剂残留,碳钢部件省去此步骤;
5、逐个零部件用无纺布进行擦干,不能有线毛等留存部件表面,或者用洁净的氮气进行吹干;
6、用无纺布或者精密滤纸沾分析纯酒精对逐个零部件进行擦拭,直至没有脏色。
装配要求
清洗干净的部件必须密封保存,以供安装。对安装过程要求如下:
1、安装车间必须保证洁净,或者搭建临时的洁净区域,例如用新购的彩条布或者塑料薄膜等,防止在安装过程中有灰尘进入。
2、装配工人必须身着洁净的纯棉工作服,头戴纯棉帽,头发不能外漏,脚穿干净鞋子,手戴塑胶手套,脱脂、。
3、装配用工具必须在装配前进行脱脂清洗,保证洁净。
其他要求
1、装配完成的阀门用氮气至少吹扫1分钟。
2、气密试验必须是用纯净的氮气。
3、气密试验合格后进行包封,用干净聚乙烯帽密封,聚乙烯帽使用前应用有机溶剂浸泡,擦拭干净。
4、然后用真空袋进行密封。
5、最后装箱。
6、运输过程中要采取措施保证包封不破损。
4、 验收要求
验收遵循HG 20202-2000 《脱脂工程施工及验收规范》,装配前每个零部件均用干净的精密滤纸进行擦拭,选择部件死角、,滤纸不变颜色为合格。
|
|
|



















 扫一扫
扫一扫