加氢装置用高压阀门使用及要求
1 概述
高压加氢工艺是石油深加工的一个重要手段,它不仅能提高单位原油的轻油收回率。而且能提高燃料油的质量,从而提高炼油厂的整体效益。高压加氢装置还能为石油化工装置提供优质的原料,也是油品脱硫的理想装置。我国从 90 年代开始了高压加氢装置的建设,预计今后的几年中,随着我国炼外油量的逐年增多,高压加氢装置的建设仍将是石化行业的一大热点,各大石化企业也都想藉此提高其炼油的水平和能力,以迎接加入 WTO 的挑战。
2 工况条件
高压加氢装置的介质环境有 2 个突出的特点,即高压和临氢(并伴随硫化氢)操作。
高压操作不仅仅是因为其操作压力高(一般为 14-20 MPa),而且还在于其介质为易燃易爆的高压气体(氢气或油气+氢气)。高压气体储存了较大的压力能.一旦其储输设备(包括管道阀门)损坏,引起的事故将是灾难性的。
临氢并伴随硫化氢操作。表明了对储输设备材料的苛刻要求。氢气是一种能渗透到金属材料内部并在常温或高温下引起材料变性(恶化)的介质,常温下能引起金属材料的脆化和变形等,高温下能导致金属材料内部和外部脱碳。硫化氢对金属材料的腐蚀也是一个十分棘手的问题,常温下它能引起许多金属材料的应力腐蚀开裂,高温下它能引起金属材料的快速均匀腐蚀。所有的这些特点都对高压加氢阀门的材料、结构设计和强度设计等提出了严格的要求。
3 需求情况
高压加氢装置中的阀门,既有临氢条件,又有非临氢条件,既有高压条件,又有非高压条件。本文仅讨论高压临氢条件下应用的阀门,这类阀门虽然数量不多,但其价格却占有较大的比例。此类阀门有闸阀、截止阀、止回阀、球阎和旋塞阀,压力等级为 ASME 的 CL900~2500,温度为常温至 400℃,主体材料有 ASTMA105、A182—F11/F22/F321、A216—WCB、A217—WC6/WC9、A351—CF8C,阀门直径为 DN15-400 mm。这些阀门的功能与普通阀门相同,但国内目前尚不具备成套供应的能力,主要原因在于阀门制造厂与用户(尤其是工程设计部门)沟通联系不够,不了解阀门的使用条件和要求,缺少一套与介质条件相适应的技术文件、模具和图纸等,而且缺步工业化批量生产的经验。
开发高压加氢装置中的阀门,不仅能降低阀门价格。而且可减少供货周期,方便补充订货,同时又能推动阀门行业的发展。事实上,我国目前一些阀门制造厂已具备生产高压加氢阀门的能力和条件,而且在加氢精制装置(操作压力 8~10 MPa)上已有成功的应用。
性能良好的阀门,其设计、制造、检查试验及质量控制等各个方面和各个环节都做的比较好。本文以其中的几个主要问题(包括阀门的内漏、外潺、强度设计、材料、检查试验及质量控制),结合高压加氡装置的介质条件进行探讨。
4 内漏和外蒋的控制
阀门内漏和外漏控制的好坏是反映阀门品质的一个重要参数,制造厂均采取各种措施以尽量减少阀门的内漏和外漏。油品和氢气的外漏和内漏不仅会污染环境,还易引起火灾或爆炸。阀门的内漏主要发生在闸板处,外漏主要发生在阀杆填料和阀盖垫片处,故要获得良好的密封性能就要从这 3 处着手。
4.1 填料密封外漏
对 DN ≥ 50mm 的闸阀和截止阀,在阀杆密封处采用柔性石墨环和柔性石墨编织填料是国外翻造厂的普遍做法。其中填料的最上圈和最下圈采用柔性石墨编织环,以利用其强度较高(与模压石墨环相比)的特点阻止石墨被挤入阀腔或阎外,中间则采用模压石墨环(有时也在中间适当的位置增设编织环)。由于柔性石墨的流动性好,有减磨性,同时石墨还具有良好的物理和化学稳定性,因此用它作为填料既可获得良好的密封,又可减少对阀杆的磨损。对于填料函尺寸较小的球阀、旋塞阀和小口径的闸阀和截止阀,则仅用柔性石墨编织填料即可。
填料在装填过程中进行预压缩也是保证良好密封(尤其是长期良好密封)的措旋之一。国内的阀门在填料装填过程中大多数仅限于压实填料,故其密封性随应用时间增长而变差。国外某些阎门产品在填料装填过程中采用了 28 MPa 的预压力,且设计了专用的预压缩工具,因此它能维持较长时间的良好密封。当然,填料的预压力太大,将增加对阀杆的磨损,增加阀门的开启力,因此此时应在填料选择和阀杆表面处理上进行改进。采用以柔性石墨环为主的填料可减少阀杆的磨损,同时也可降低阀门的开启扭矩。
还有一些阀门在填料压盖处采用了“活载”结构。即在填料压盖的螺栓上增设碟簧,使填料压盖始终作用于填料上较大的压力,从而可防止因压盖螵栓松弛或填料松弛而造成的外漏。
4.2 垫片密封外漏
对 DN ≥ 50mm 的闸阀、截止阀和止回阀,可采用压力密封阀盖。而对于球阀、旋塞阀(多为下阀盖)和 DN ≤ 40mm 的闸阔、截止阀和止回阀,一般采用法兰连接阀盖。压力密封阔盖的密封有 2 处,其一为阈盖与环垫片(图 1)的接触处,其二为环垫片与阀体的接触处。国外的一些阀门产品,将环垫片与阀盖的接触面设计成变角度圆弧过渡面,使它与阀盖的密封为线密封,从而显著提高了其严密性,但它增加了环垫片的加工难度。还有将环垫片表面及相应的阀体密封面镀上一层银,因为银的塑性较好,容易填充密封面上的微观孔隙,因此大大提高了阀盖垫片处的密封性能。
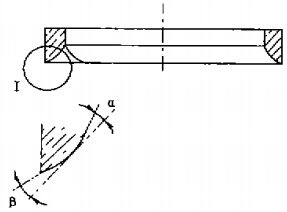
图 1 压力密封阀盖的环垫片
对于法兰连接阀盖结构,大多数制造商采用了缠绕式垫片,因为缠绕式垫片弹性好,回弹率高,在保证稳定性的情况下更容易保证密封。与缠绕式垫片相配的阀盖密封采用了箱式结构,即将垫片置于阀盖与阀体相接的特制槽内,从而保证了缠绕式垫片的稳定性(即不会因较大的密封比压而使垫片失稳),同时又增加了介质泄漏的阻力。事实证明,这样的密封结构比较好。
4.3内漏
①闸阀
国内外各制造厂的闸板结构设计上无太大的差别,一般 DN ≤ 40mm 的闸阀采用楔形整体闸板,而 DN ≥ 50mm 的闸阀则采挠性楔形闸板。只要密封面加工精度达到要求,这种结构可以满足初期密封要求。但使用者希望阀门能够保持长久的良好密封。一般情况下,初期密封容易做到,而要做到长期密封良好则是一件不容易的事情。这里给出 2 个改进倒子供参考。其一是努力提高闸板导轨的精度,使它与闸板保持较小的配合间隙,以减少闸板与阀座的不均匀磨损,从而保证较长的密封寿命。导轨一般是与阀体整体铸造的,而且不容易进行机加工,故与闸板的配合间隙较大,建议制造厂给予这方面的关注。其二是考虑闸板和阀座下部的腐蚀。因为当阀门处于半开半关的位置时,会形成高速的介质流,它将对介质流经的区域产生严重的冲刷,又由于硫化氢与金属的腐蚀产物附着力很低,极易被高速介质冲走,从而加速了金属的腐蚀,即形成冲刷腐蚀。防止冲刷腐蚀的措施可从选择良好的材料入手,即在相应的部位上堆焊合适的硬质合金材料。一些制造厂除了在密封面上堆焊硬质合金外,还在闸板和阀座的下部一定范围内也堆焊了硬质合金,以防止非密封面的冲刷腐蚀,这样做虽与阀门的密封性关系不大,但对阀门整体来说有益。
②截止阀
首先要保证阀瓣与阀座的加工精度以获得一个良好的初期密封。在防冲刷腐蚀方面,国外某制造商采用了阶梯式阀瓣结构(图 2),即在阀门开启或关闭的过程中,阀瓣上的非密封台阶首先形成较小的流道,以承受冲刷腐蚀,而阀瓣和阀座的密封面则不再直接承受冲刷腐蚀,或缓解了其冲刷腐蚀的程度。
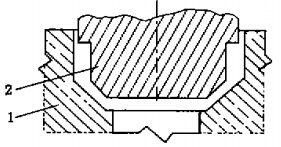
1.阀座;2.阀瓣
图 2 截止阀阶梯式阀瓣
③球阀
应采用偏心或其他无摩擦的球体结构及金属对金属的密封形式。这是因为该结构密封可靠性高,火灾安全性好,无摩擦,延长了阀门的有效寿命。
④旋塞阀
国外一般采用倒锥形平衡式阀芯(即旋塞)结构(图 3)。一般 CL ≤ 300 等级采用机械平衡式结构,CL ≥ 600 等级采用压力平衡式结构,既能保证良好的密封,又可减少密封面金属的磨损。国外某制造厂则在此基础上对旋塞进行了喷塑处理,从而节省了定期注密封剂的维护工作量。
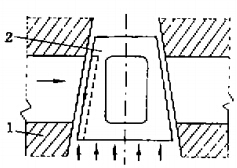
1.阀体;2.旋塞
图 3 倒锥形压力平衡式旋塞阀
5 阀门强度设计
阀门的承压部件都应进行强度分析和强度设计,这些部件主要包括阀体、阀盖、闸板和阀盖螺栓等。对截止阀来说,有时(根据结构不同)尚须对阀座局部进行强度枝核。而作为非承压部件的阀杆也是必须进行强度设计的一个重要部件。所谓的强度设计应包括强度和刚度 2 部分。
国外一些主要的阀门规范如 ANSIB16.34 和 API600 都给出了阀门主要零部件的最小壁厚(直径),国内的一些制造厂都直接采用(或略大于)这些规范值作为设计尺寸,并且不再进行强度设计。这样做是不严格的,因为①阀门的内件结构不同,阀上腔的结构尺寸不同,因此其计算壁厚也不同。阀门的外观结构尤其是外形突变处的处理不同,其计算应力值尤其是应力集中的水平也不同,最终也可能导致计算壁厚不同。②大多数阀体为铸件,而冶炼条件较差,原材料来源复杂的阀门厂,其铸件材料的性能差别较大。铸件材料的性能又与其本身的铸造缺陷(如偏析、枝晶组织、夹杂、气孔、疏松和裂纹等)有关,而且起伏变化较大,从而造成强度计算的基础数据(如许用应用)的差异较大。③不同的应用环境,其腐蚀情况不同,应考虑的腐蚀裕量不同。由于这些因素的影响,对于高压临氢阀门来说,对其有关的零部件进行强度和/或刚度计算就显得十分必要,因为稍有差错,可能会带来严重的后果。
目前国内大多数阀门厂均采用数学分析法进行阀门的强度和/或刚度计算。这种方法既费力又费时,计算精度也比较差,尤其是对于零部件的形状突变处,它不能精确地求出其应力水平。而国外的大多数阀门厂都采用了有限元分析法,它既快又精确。对于高压且要求苛刻的阀门来说,采用有限元法进行零部件的强度和/或刚度分析是必要的。
6 材料
高压加氢装置的操作条件不仅对材料的可靠性有较高的要求,而且其介质(如氢气和硫化氢)本身对材料性质也有较高的要求,即介质对材料本身存在的缺陷比较敏感。如果材料中有非金属夹杂、夹渣、气孔、裂纹等不连续缺陷,容易导致氢气的积聚,常温下会因其形成的局部高压而引起氢变形,甚至诱发微裂纹,同时也会使材料脆性恶化(氢脆)。高温下,这些缺陷更利于氢致内部脱碳的进行,从而加快材料氢腐蚀破裂的进程。而硫化氢介质则对材料的外部不连续缺陷比较敏感,尤其是在湿硫化氢环境下,外部的不连续缺陷往往成为应力腐蚀开裂的诱因。因此,减少或限翻阀门承压部件中的缺陷是保证其可靠性,延长其使用寿命的关键因素之一。
阀门承压部件的制造方法有铸造和锻造 2 种。锻造件不存在气孔、疏松、大尺寸圆形夹杂、柱状组织和枝晶组织等缺陷,而且金属致密,综合机械性能好,可靠性高,因此锻造是嗣造高压加氢阿门承压部件的理想方法。但考虑到大多数承压部件的外形比较复杂,而且它们中有很多超过了一般模锻的尺寸,故国内外大多数阀门厂对于 DN>50 mm 阀门的主要承压部件仍采用铸件。为了保证铸件质量,应从冶炼、铸造工艺和焊补 3 个主要方面进行控嗣。冶炼对材料品质的影响是最基础的影响因素。不同的冶炼方法,得到的材料品质差别也比较大。目前国内阀门厂普遍采用电炉冶炼,而国外的大多数阀门厂则采用 VOD 或 AOD 冶炼方法。VOD/AOD 与电炉冶炼相比,其有益合金元素烧损少,材料成分更容易接近理想状态,而且脱气性好,有害杂质元素少,故获得的材料品质也就比较高。铸造工艺是影响材料性能的关键因素,它涉及到了铸膜材料选择、木模外模型涉及、浇铸温度控制和浇铸方法选择等方面。总之,有利于改善铸件质量的铸造工艺如精密铸造、压力铸造和真空浇铸等应作为阀门制造厂今后的发展方向。
焊朴是处理铸件缺陷的一种补救措施。大多数铸件都是需要焊补修理的,如果缺陷超标就给予报废,将会增加阀门的生产成本。但每个阀门的焊朴数量、焊补面积和焊朴次数等应有限制,因为焊补区的金属不同于铸造金属,焊补数量越多,焊补面积越大,造成铸造金属的不均匀性越严重,从而导致材料的综合性能下降。每次焊补都相当于给铸件一次加热,而多次对铸件加热会给它带来一系列不利的影响,故阀门的焊补次数也应有所限制。ASTM 规范中对铸造材料的焊补提出了一定的要求,但其要求偏低,国外大多效阀门制造商的铸件焊补控制水平均比 ASTM 规定的严格。实际上,铸件焊补的控制还反映了铸件材料的质量与生产成本之间的平衡关系,因此关键还是要提高铸件的铸造质量,尽量减少铸造缺陷。
7 检查与试验
阀门的强度(水压)试验、密封试验及必要的无损探伤是衡量阀门是否合格的必要条件,但井不是衡量一个阀门好坏的充分条件,至少对高压加氢阀门来说,它们尚不能完全反映一个阀门的综合品质。以阀门的密封为例,一般情况下,只要保证密封件的机加工精度,就容易通过冷态下的工厂密封试验,但它并不代表阀门在长期使用(尤其是在高温、高压工作工况)条件下也能保持良好的密封。一旦阀门部件出现磨损、腐蚀、应力松弛、变形和材料变性等问题。将会影响到阀门的密封性能,严重时会使密封失效。而部件金属组织的稳定性和均匀性、部件结构造成的局部应力水平等,都会从某种程度上影响到材料的腐蚀、应力松弛、变形和变性等问题。而材料的这些问题都是无损探伤和冷态下的压力试验无法检查的。
对于一般介质上应用的中低压阀门来说,上述的问题可能不存在或者不突出,而对高压临氢条件下应用的阀门,这些问题将是不可忽略的。因此,对高压临氢用阀门。应对其进行全方位的检查试验。由于阀门承压零部件的材料品质(尤其是铸件材料)对阀门的使用寿命影响较大。故就承压铸件的检查试验作进一步讨论。
铸件材料的品质主要取决于其生产过程(如冶炼工艺、制造工艺等),而对其产品进行的各种检查试验仅仅是对其品质考核的一种手段,它并不能改变材料的品质。因此,阀门零部件在开始工业生产前进行系统的、科学的工艺评定就显得尤为重要。而工艺评定中的质量定位又直接决定了材料(产品)的品质。结台高压加氢装置的介质特点,在此提出其主要承压零部件在工业生产前应进行的工艺评定项目。
①外观检查 应按 MSSSP-55 所列项目逐项检查。
②化学成分分析 包括炉前分析和产品分析,尤其应关注有害杂质元素(如硫、磷、砷、锑、氢和氨等)的分析。化学成分分析应按相应的 ASTM 标准进行。
③机械性能试验 包括拉伸试验(同时测试出拉伸强度、屈服强度、延伸率和截面收缩率,并进行断口分析)、弯曲试验、冲击试验和硬度检验等。机械性能试验应按相应的 ASTM 标准进行。
④宏观组织检验 包括气孔、裂纹、疏松、央渣、大尺寸非金属夹杂物、硫磷偏析等缺陷的检验。检验按 ASTME381 等标准进行。
⑤微观组织检查 包括偏析、条(桂)状组织、枝晶组织、晶粒度、小尺寸非金属夹杂物等缺陷的检验。对奥氏体材料,还应包括铁索体含量的测定。检验按 ASTME38l/E45/E112 等标准进行。
⑥无损检查 包括 RT、UT、MT、PT 等检查。并给出适宜的合格指标和合格率控制指标。无损检查宜分别按 MSSSP—54、ASTMA388、ASTMAA275、ASTMB165(Practice B)标准经行。
⑦晶问腐蚀试验 仅对奥氏体不锈钢材料才有此要求。试按 ASTME262(Practice E)标准进行。
⑧焊接性能试验 包括拉伸、弯曲、冲击、硬度和无损探伤检验。
⑨加氢装置用高压阀门使用及要求阀体爆破试验 液体爆破试验按 ANSTB31.2 标准进行。在满足一定控制指标的情况下,通过工艺评定而确定的工艺参数才能作为生产参数,并在工业生产中严格执行,才能获得满足高压临氢应用条件的高品质阀门。
8 质量控制
国产阀门的质量问题更多的是出现在管理上。因为中国的众多制造业者在产品制造的每个工序上并不是都有一个具体的、详尽的而且切实可行的作业规程,即使有了这样一个规程,也不能保证每个工作人员都不折不扣的接规程作业。正因为如此,才导致了许多国产产品的质量不如国外产品。目前,国内大多数阀门厂,都取得了 ISO9000 的质量认证,它从某种程度上强化了阀门生产过程的质量管理。但是,还要重视技术文件的建立,因为产品的先进与否主要取决于技术文件的先进性。
9 结语
影响阀门质量的因素较多,要生产出高品质的阀门,必须在各个方面都要做好。时值信息时代,阀门制造厂也应走出去,多与外界进行交流,与用户(包括工程设计部门)进行交流。了解产品需要,了解阀门的使用介质工况,只有这样,才能生产出适合的产品,才能赢得市场。与国外阀门生产商交流。可以了解先进技术和新产品,并用于改进我们的产品。
|



















 扫一扫
扫一扫